Noble metal finish degradation mechanisms include both corrosion and wear, with wear through of the noble metal leading to increased susceptibility of the contact interface to corrosion. Consider corrosion first.
As noted before, multiple corrosion mechanisms/kinetics are active in noble metal contact interfaces. These include pore corrosion, corrosion migration and surface corrosion. It is important to recognize the functional benefits of the nickel underplate in a noble metal contact finish system in mitigating the effects of all of these corrosion mechanisms. These benefits include:
• reducing the sensitivity of the interface to pore corrosion
• reducing the rates of corrosion migration at the contact interface
• reducing the rate of diffusion of base metal components to the contact surface.
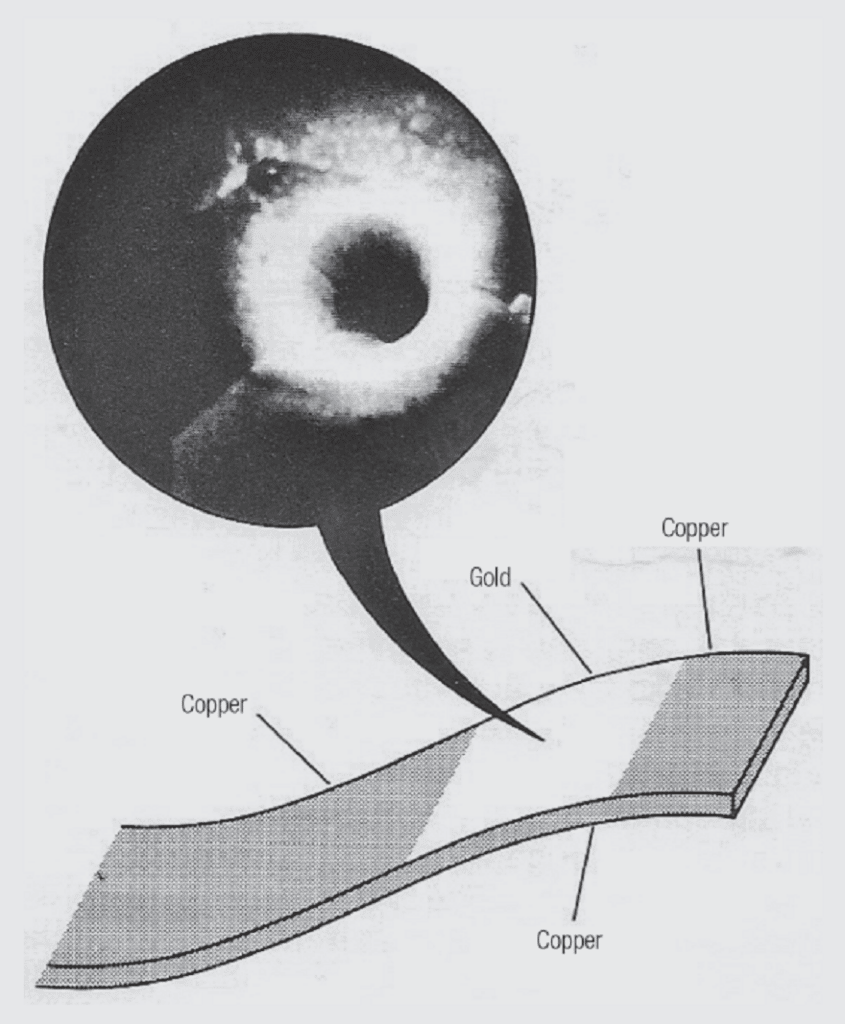
A pore is a microscopic opening in an electroplated contact finish. As indicated in Figure 2.5, pores are microscopic in size and arise during the electroplating process. The number of pores in an electroplate depends on the plating thickness and the quality of the plating process.

The corrosion potential of a pore site depends on the material at the base of the pore. Figure 2.6 schematically illustrates a passive and an active pore site.

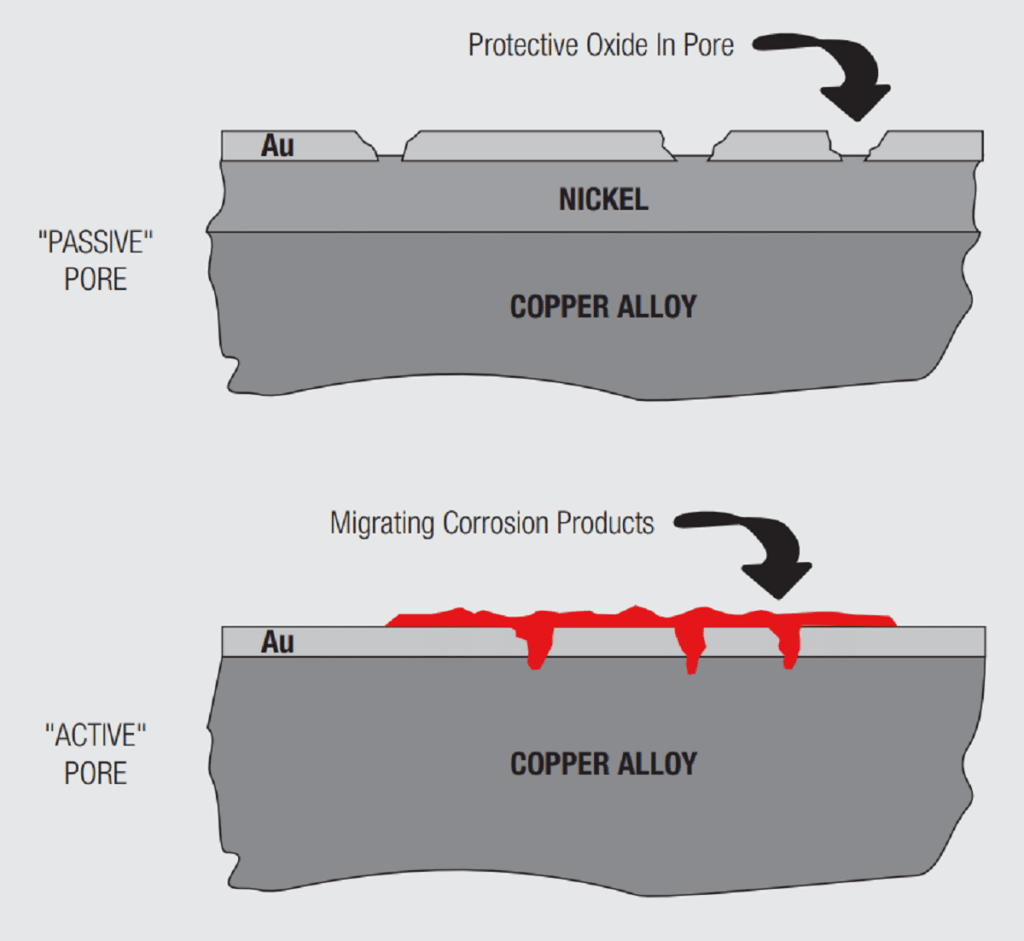
The passive pore site ends at a surface that is not susceptible to corrosion, in the case of noble metal finishes, the nickel underplate. As noted earlier, nickel forms a very thin surface oxide which then “passivates” the nickel surface, that is, prevents further corrosion. Thus, a pore down to the nickel underplate produces no corrosion products that can make their way to the contact interface.
Without a nickel underplate the pore site would terminate on the copper alloy contact spring surface, a surface susceptible to corrosion. The copper corrosion products that form at the base of the pore site can migrate up the sides of the pore to, and over, the gold contact surface as indicated in Figure 2.6. These migrating corrosion products, of course, can interfere with the creation of the desired gold-to-gold contact interfaces.
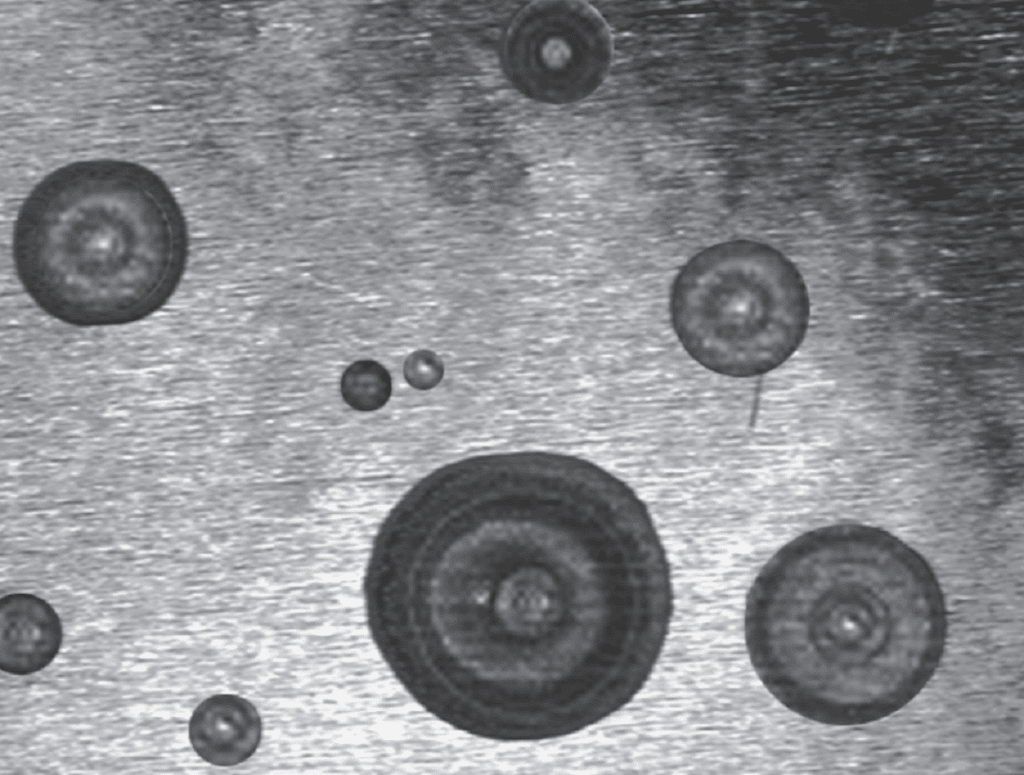
Figure 2.7 shows a photomicrograph of pore corrosion migration over a gold contact finish. The rings around the pore site indicate different thicknesses of corrosion product. The sample in this case was a gold flash over palladium alloy over nickel over copper alloy.
The sample was exposed to a mixed flowing gas environment containing chlorine and sulfur at parts per billion levels. The carrier gas was air, thus the oxygen, also shown.
This test environment is known to simulate the corrosion observed in noble metal finishes exposed to industrial environments. Qualitatively it appears that the oxygen and chlorine remain in the vicinity of the pore site. The sulfur, however, clearly migrates, as indicated by the ring of enhanced sulfur intensity around the pore site. Thus, the rings around the pore sites shown in Figure 2.7 are primarily copper-sulfur corrosion products. This conclusion has been established in many studies of mixed flowing gas exposures.

If pore corrosion occurs prior to the mating of the connector, during the storage life of the connector, and the mated contact interface happens to include a pore site of the kind shown in Figure 2.7, the contact interface resistance may be compromised. The probability of such an event depends on the pore density at the contact interface. This is why control of porosity is often a specification requirement for noble metal finished connectors. Both the pore density and a critical contact area may be specified.
Pore corrosion occurring after mating can still compromise the contact resistance. Corrosion product from a pore site near the contact interface can be taken into the contact interface as a result of fretting motions. In this case the fretting motions do not lead to the corrosion, as in fretting corrosion in tin. The mechanism in this case is that a fretting motion of the contact interface that moves the interface onto an area of corrosion product may cause an increase in resistance, either intermittent or “permanent”. Further fretting motions may incorporate additional corrosion product into the contact interface with additional intermittent of “permanent” increases in contact resistance.
This description of contact resistance degradation highlights the importance of maintaining the mechanical stability of the contact interface. Corrosion product does not migrate into contact interfaces directly due to the small spacing between the contact surfaces. This restriction is sometimes referred to as a “gas tight interface”. The required mechanical stability results from the friction forces at the contact interface due to the contact normal force as will be discussed in Chapter II/2.2 Contact Springs.
A brief discussion of the kinetics of corrosion migration is in order at this point. Consider the system schematically illustrated in Figure 2.8. The rectangular coupon in the center of the figure consists of a copper alloy base metal which has been plated with one of the finish systems indicated in the figure, gold, gold over nickel, palladium, palladium over nickel and nickel alone. The plating thicknesses were those of telecom applications, 0.8 µm (30 microinches) for the surface platings and 1.25 to 2.0 µm (50 to 100 microinches) for the nickel. A disk was then stamped out of the coupon so that the top and bottom surface were plated with one of the systems and the sheared sides of the disk were primarily exposed copper alloy. The exposed copper alloy is the corrosion source for the following discussion.

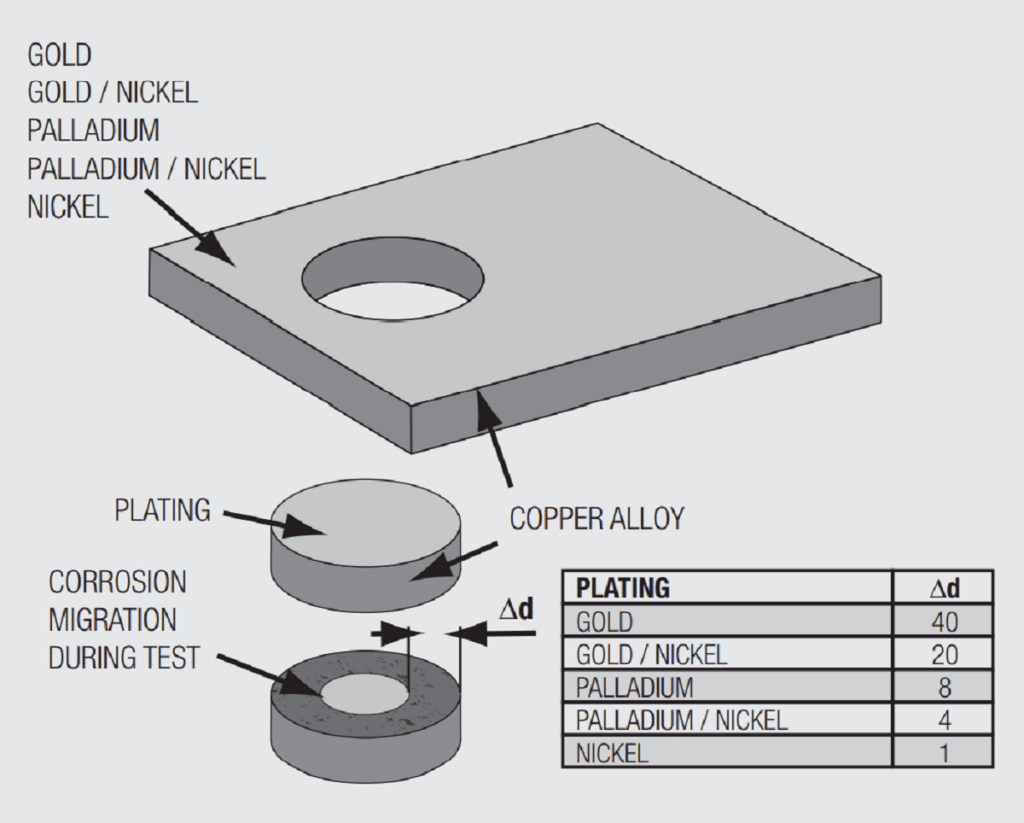
The stamped disks were then exposed to a mixed flowing gas test environment intended to simulate an industrial environment. Details of Mixed Flowing Gas (MFG) environments will be provided in Chapter II/2.5 Connector Testing. The corrosion products forming on the exposed copper migrate up the sides of the coupon, across the plating system and then over the plated surface of the disk. The table in the figure gives the migration distance, Δd, for each of the plating systems. There are two patterns in the data that merit discussion. First, for the plating systems without an underplate, the corrosion products migrate further over gold than over palladium or nickel platings. Second, with the nickel underplate, the corrosion products migrate further over gold over nickel than over palladium over nickel.
These data can be explained, in a simplified but basically correct manner, by noting that corrosion products migrate faster over clean surfaces than over film covered or contaminated surfaces. Gold is the cleanest surface and shows the most migration, followed by palladium, which is not as corrosion resistant as gold, and finally, most slowly over nickel, which, as noted previously, always has a very thin oxide film on the surface.
The second set of data, which indicate that the presence of the nickel underplate reduces the migration distance by a factor of two, is similarly explained. In this particular case, the migration of corrosion products over the nickel underplate takes up about half the test time and the migration rate increases as the corrosion product reaches the surface plating. Clearly the corrosion migration could be reduced further by the use of thicker nickel underplates. This opportunity is mitigated by the fact that nickel platings tend to become more brittle with increasing plating thickness and control of the surface roughness is also compromised. For these reasons nickel underplates seldom exceed four µm (160 microinches) in thickness.
The discussion of copper alloy corrosion product migration over gold and nickel surfaces, Figures 2.6 to 2.8, demonstrate, as noted previously, the effectiveness of a nickel underplate in reducing the sensitivity of the interface to pore corrosion and reducing the rates of corrosion migration at the contact interface.
An additional corrosion related benefit of a nickel underplate, also noted previously, is to reduce the rate of copper migration from the contact spring base metal to the gold contact finish surface. Thus nickel underplates extend the storage and application lifetimes of gold plated contacts.